發(fā)布時間:
發(fā)布時間:2021-06-15 11:33:45
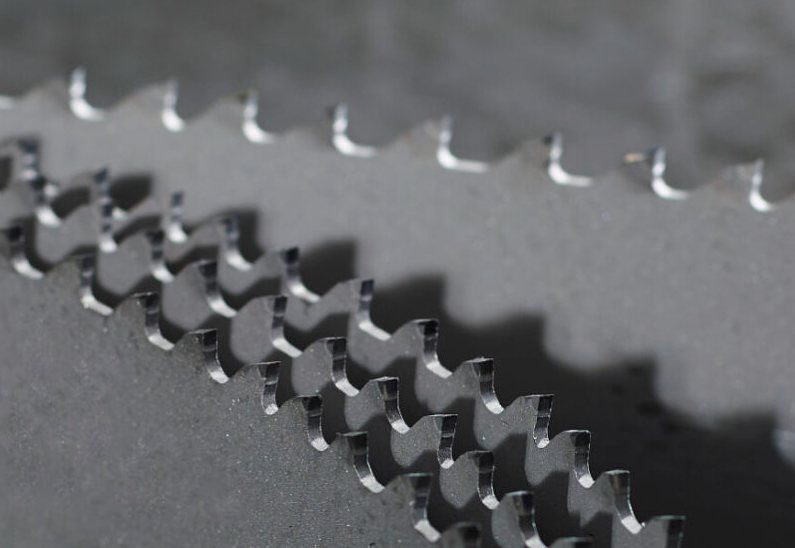
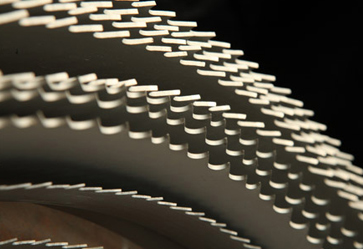
帶鋸條使用方法及注意事項 1�、帶鋸條鋸齒齒鋸:鋸齒齒距的正確選擇與進給率及鋸切速度的選擇一樣重要�����。鋸齒過密容易造成帶鋸條斷裂���、鋸痕彎曲和鋸齒磨損過快��。鋸齒過密齒間空隙被添滿��,鋸齒易斷裂�����。 2�、帶鋸條鋸齒齒形:每一種齒形設計都具有理想的應用,齒形過弱造成鋸齒斷裂�,齒形選擇錯誤鋸齒磨損過快。 3�����、磨合:每一條帶鋸條都應磨合�,以獲得更大限度的使用壽命。帶鋸磨合不當��,就會造成鋸齒磨損過快�����,振動力大���,易造成產(chǎn)品表面粗糙�����。 4�����、帶鋸壽命:所有的帶鋸條都會因磨損而報廢���,注意磨損跡象��。鋸齒已磨損易造成鋸痕彎曲和帶鋸條打滑��,同時產(chǎn)品表面粗糙�����。 影響帶鋸條使用壽命的主要因素: 1��、選用高品質(zhì)的帶鋸床���,正確地操作和調(diào)整機床是保證帶鋸條使用壽命更重要的因素�。良好的機床剛性和工作性能,可以防止振動和各種應力給帶鋸條產(chǎn)生的巨大影響�����。 2����、正確地選擇您將使用的帶鋸條���。沒有哪一種帶鋸條可以適合所有的鋸削要求,而各種不同形式和特征的鋸條都有其不同的效用�,這種選擇包括合適的鋸條寬度、齒形和齒距����。 3、正確地使用鋸削參數(shù)�,其中主要包括鋸帶線速度、進給量��、鋸帶張力等����。材料鋸削時理想的切屑應該呈緊卷、銀色和具有溫熱的手感��。如出現(xiàn)燒結�、棕藍色、肥厚或粉狀等切屑�����,則需對有關參數(shù)進行調(diào)整。 4�����、正確地使用切削液及其混合物��,可以潤滑和冷卻帶鋸條�,并及時清洗掉鋸齒上的附加物。 5����、正確地“磨合”新帶鋸條,“磨合”是通過鋸齒的自然磨損���,除去齒刃毛刺���,使帶鋸條漸入正常鋸削狀態(tài),避免過早地引起鋸齒的崩刃和卷刃����,特別是截面變化急劇的型材��、管材及異型材料時尤為重要���。進行“磨合”時��,應將機床參數(shù)調(diào)整至正常鋸削效率的50%左右,鋸削面積一般為200-600cm2,無異常狀況后逐漸調(diào)整機床有關參數(shù),進入正常的鋸削狀態(tài)�����。


 首頁>新聞中心
首頁>新聞中心